Textile manufacturing is a major
industry. It is based on the conversion of
fiber into
yarn, yarn into
fabric. These are then
dyed or printed, fabricated into
clothes. Different types of fibers are used to produce yarn.
Cotton remains the most important natural fiber, so is treated in depth. There are many variable processes available at the
spinning and fabric-forming stages coupled with the complexities of the
finishing and colouration processes to the production of a wide ranges of products. There remains a large industry that uses hand techniques to achieve the same results.\
Processing of cotton
|

|
|
Bale Breaker |
|
|
|
Blowing Room |
|
|
 |
 |

|
|
Willowing |
|

|
|
|
|
|
|
Breaker Scutcher |
|
Batting
|
|
|
|
|
|
Finishing Scutcher |
|
Lapping
|
|
 |
 |

|
|
Carding |
|
|
|
Carding Room
|
|
|
|
|
|
Sliver Lap |
|
|
|
|
|
|
|
Combing |
|
|
|
|
|
|
|
Drawing
|
|
|
|
Slubbing
|
|
|
|
Intermediate
|
|
|
|
Roving |
|
Fine Roving
|
|
|
|

|
|
Mule Spinning |
- |
Ring Spinning |
|
Spinning
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
Reeling |
 |
Doubling |
|
|
|
|
|
|
|
|
Winding |
|
Bundling |
|
Bleaching |
|
|
|
|
 |
|
|
|
Weaving shed |
|
 |
|
Winding |
|
|
|
|
|
|
|
|
Beaming |
|
|
|
Cabling |
|
|
|
|
|
|
|
|
Warping |
|
|
|
Gassing |
|
|
|
|
|
|
|
|
Sizing/Slashing/Dressing |
|
|
|
Spooling |
|
|
|
|
|
|
|
|
Weaving |
|
|
|
|
|
|
|
 |
|
|
|
Cloth |
|
Yarn (Cheese)- - Bundle |
|
Sewing Thread
|
Cotton is the world's most important natural fibre. In the year 2007,
the global yield was 25 million tons from 35 million hectares
cultivated in more than 50 countries.
There are six stages:
- Cultivating and Harvesting
- Preparatory Processes
- Spinning
- Weaving or Knitting
- Finishing
- Marketing
Cultivating and harvesting
Cotton
is grown anywhere with long, hot dry summers with plenty of sunshine
and low humidity. Indian cotton, gossypium arboreum, is finer but the
staple is only suitable for hand processing. American cotton, gossypium
hirsutum, produces the longer staple needed for machine production.Planting is from September to mid November and the crop is harvested between March and June. The
cotton bolls
are harvested by stripper harvesters and spindle pickers, that remove
the entire boll from the plant. The cotton boll is the seed pod of the
cotton plant, attached to each of the thousands of seeds are fibres
about 2.5 cm long.
-
- The seed cotton goes into a Cotton gin.
The cotton gin separates seeds and removes the "trash" (dirt, stems and
leaves) from the fibre. In a saw gin, circular saws grab the fibre and
pull it through a grating that is too narrow for the seeds to pass. A
roller gin is used with longer staple cotton. Here a leather roller
captures the cotton. A knife blade, set close to the roller, detaches
the seeds by drawing them through teeth in circular saws and revolving
brushes which clean them away.
- The ginned cotton fibre, known as lint, is then compressed into
bales which are about 1.5 m tall and weigh almost 220 kg. Only 33% of
the crop is usable lint. Commercial cotton is priced by quality, and
that broadly relates to the average length of the staple, and the
variety of the plant. Longer staple cotton (2½ in to 1¼ in) is called
Egyptian, medium staple (1¼ in to ¾ in) is called American upland and
short staple (less than ¾ in) is called Indian.
- The cotton seed is pressed into a cooking oil. The husks and meal are processed into animal feed, and the stems into paper.
Preparatory processes - preparation of yarn
- Ginning, bale-making and transportation is done in the country of origin.
- Opening and cleaning
-
- Cotton mills
get the cotton shipped to them in large, 500 pound bales. When the
cotton comes out of a bale, it is all packed together and still contains
vegetable matter. The bale is broken open using a machine with large
spikes. It is called an Opener. In order to fluff up the cotton
and remove the vegetable matter, the cotton is sent through a picker, or
similar machines. The cotton is fed into a machine known as a picker,
and gets beaten with a beater bar in order to loosen it up. It is fed
through various rollers, which serve to remove the vegetable matter. The
cotton, aided by fans, then collects on a screen and gets fed through
more rollers till it emerges as a continuous soft fleecy sheet, known as
a lap.
-
- Mixing and Scutching
Scutching refers to the process of cleaning cotton of its seeds and
other impurities. The first scutching machine was invented in 1797, but
did not come into further mainstream use until after 1808 or 1809, when
it was introduced and used in Manchester, England. By 1816, it had
become generally adopted. The scutching machine worked by passing the
cotton through a pair of rollers, and then striking it with iron or
steel bars called beater bars or beaters. The beaters, which turn very
quickly, strike the cotton hard and knock the seeds out. This process is
done over a series of parallel bars so as to allow the seeds to fall
through. At the same time, air is blown across the bars, which carries
the cotton into a cotton chamber.
- Carding: the fibres are separated and then assembled into a loose strand (sliver or tow) at the conclusion of this stage.
- The cotton comes off of the picking machine in laps, and is then
taken to carding machines. The carders line up the fibres nicely to
make them easier to spin. The carding machine consists mainly of one big
roller with smaller ones surrounding it. All of the rollers are covered
in small teeth, and as the cotton progresses further on the teeth get
finer (i.e. closer together). The cotton leaves the carding machine in
the form of a sliver; a large rope of fibres.
- Note: In a wider sense Carding can refer to these four processes:
Willowing- loosening the fibres; Lapping- removing the dust to create a
flat sheet or lap of cotton; Carding- combing the tangled lap into a
thick rope of 1/2 inch in diameter, a sliver; and Drawing- where a
drawing frame combines 4 slivers into one- repeated for increased
quality.
- Combing is optional, but is used to remove the shorter fibres, creating a stronger yarn.
- Drawing the fibres are straightened
-
- Several slivers are combined. Each sliver will have thin
and thick spots, and by combining several slivers together a more
consistent size can be reached. Since combining several slivers produces
a very thick rope of cotton fibres, directly after being combined the
slivers are separated into rovings. These rovings (or slubbings) are
then what are used in the spinning process.
- Generally speaking, for machine processing, a roving is about the width of a pencil.
- Drawing frame: Draws the strand out
- Slubbing Frame: adds twist, and winds onto bobbins
- Intermediate Frames: are used to repeat the slubbing process to produce a finer yarn.
- Roving frames: reduces to a finer thread, gives more twist, makes
more regular and even in thickness, and winds onto a smaller tube.
Spinning - yarn manufacture
-
- Most spinning today is done using Break or Open-end spinning,
this is a technique where the staples are blown by air into a rotating
drum, where they attach themselves to the tail of formed yarn that is
continually being drawn out of the chamber. Other methods of break
spinning use needles and electrostatic forces.This method has replaced the older methods of ring and mule spinning. It is also easily adapted for artificial fibres.
- The spinning machines takes the roving, thins it and twists it, creating yarn which it winds onto a bobbin.
- In mule spinning
the roving is pulled off a bobbin and fed through some rollers, which
are feeding at several different speeds. This thins the roving at a
consistent rate. If the roving was not a consistent size, then this step
could cause a break in the yarn, or could jam the machine. The yarn is
twisted through the spinning of the bobbin as the carriage moves out,
and is rolled onto a cylinder called a spindle, which then produces a
cone-shaped bundle of fibres known as a "cop", as the carriage returns.
Mule spinning produces a finer thread than the less skilled ring spinning.
-
- The mule was an intermittent process, as the
frame advanced and returned a distance of 5ft.It was the descendant of
1779 Crompton device. It produces a softer less twisted thread that was
favoured for fines and for weft.
- The ring was a descendant of the Arkwright water Frame 1769. It was a
continuous process, the yarn was coarser, had a greater twist and was
stronger so was suited to be warp. Ring spinning is slow due to the
distance the thread must pass around the ring, other methods have been
introduced.
- Sewing thread, was made of several threads twisted together, or doubled.
-
- This is the process where each of the bobbins is rewound to give a tighter bobbin.
-
- Plying is done by pulling yarn from two or more bobbins
and twisting it together, in the opposite direction that in which it was
spun. Depending on the weight desired, the cotton may or may not be
plied, and the number of strands twisted together varies.
-
- Gassing is the process of passing yarn, as distinct from
fabric very rapidly through a series of Bunsen gas flames in a gassing
frame, in order to burn off the projecting fibres and make the thread
round and smooth and also brighter. Only the better qualities of yarn
are gassed, such as that used for voiles, poplins, venetians,
gabardines, many Egyptian qualities, etc. There is a loss of weight in
gassing, which varies' about 5 to 8 per cent., so that if a 2/60's yarn
is required 2/56's would be used. The gassed yarn is darker in shade
afterwards, but should not be scorched.
-
-
-
Measurements
- Cotton Counts: Refers to the thickness of the cotton yarn where
840 yards of yarns weighs 1 pound (0.45 kg). 10 count cotton means that
8,400 yards (7,700 m) of yarn weighs 1 pound (0.45 kg). This is coarser
than 40 count cotton where 40x840 yards are needed. In the United
Kingdom, Counts to 40s are coarse (Oldham Counts), 40 to 80s are medium
counts and above 80 is a fine count. In the United States ones to 20s
are coarse counts.
- Hank: A length of 7 leas or 840 yards (the worsted hank is only 560 yd)
- Thread: A length of 54 in (the circumference of a warp beam)
- Bundle: Usually 10 lb
- Lea: A length of 80 threads or 120 yards
- Denier: this is an alternative method. It is defined as a number
that is equivalent to the weight in grams of 9000m of a single yarn. 15
denier is finer than 30 denier.
- Tex: is the weight in grams of 1 km of yarn.
Weaving-fabric manufacture
The weaving process uses a loom. The lengthway threads are known as the warp, and the cross way threads are known as the weft. The warp, which must be strong, needs to be presented to loom on a warp beam. The weft passes across the loom in a shuttle, that carries the yarn on a pirn.
These pirns are automatically changed by the loom. Thus, the yarn needs
to be wrapped onto a beam, and onto pirns before weaving can commence.
-
- After being spun and plied, the cotton thread is taken
to a warping room where the winding machine takes the required length of
yarn and winds it onto warpers bobbins
-
- Racks of bobbins are set up to hold the thread while it
is rolled onto the warp bar of a loom. Because the thread is fine, often
three of these would be combined to get the desired thread count.
-
- Slasher sizing machine needed for strengthening the warp by adding starch to reduce breakage of the yarns.
-
- The process of drawing each end of the warp separately through the dents of the reed and the eyes of the healds, in the order indicated by the draft.
- Pirning (Processing the weft)
-
- Pirn winding frame was used to transfer the weft from cheeses of yarn onto the pirns that would fit into the shuttle
-
- At this point, the thread is woven. Depending on the
era, one person could manage anywhere from 3 to 100 machines. In the mid
nineteenth century, four was the standard number. A skilled weaver in
1925 would run 6 Lancashire Looms.
As time progressed new mechanisms were added that stopped the loom any
time something went wrong. The mechanisms checked for such things as a
broken warp thread, broken weft thread, the shuttle going straight
across, and if the shuttle was empty. Forty of these Northrop Looms or automatic looms could be operated by one skilled worker.
-
-
- The three primary movements of a loom are shedding, picking, and beating-up.
- Shedding: The operation of dividing the warp into
two lines, so that the shuttle can pass between these lines. There are
two general kinds of sheds-"open" and "closed." Open Shed-The warp
threads are moved when the pattern requires it-from one line to the
other. Closed Shed-The warp threads are all placed level in one line
after each pick.
- Picking:The operation of projecting the shuttle from side to
side of the loom through the division in the warp threads. This is done
by the overpick or underpick motions. The overpick is suitable for
quick-running looms, whereas the underpick is best for heavy or slow
looms.
- Beating-up: The third primary movement of the loom when making cloth, and is the action of the reed as it drives each pick of weft to the fell of the cloth.
- The Lancashire Loom was the first semi-automatic loom. Jacquard looms and Dobby looms are looms that have sophisticated methods of shedding. They may be separate looms, or mechanisms added to a plain loom. A Northrop Loom
was fully automatic and was mass produced between 1909 and the
mid-1960s. Modern looms run faster and do not use a shuttle: there are
air jet looms, water jet looms and rapier looms.
Measurements
- Ends and Picks: Picks refer to the weft, ends refer to the warp. The coarseness of the cloth can be expressed as the number of picks and ends per quarter inch square, or per inch square. Ends is always written first. For example: Heavy domestics are made from coarse yarns, such as 10's to 14's warp and weft, and about 48 ends and 52 picks.
-
-
-
Associated job titles
- Piecer
- Scavenger
- Weaver
- Tackler
- Draw boy
Issues
When a
hand loom was located in the home, children helped with the weaving
process from an early age. Piecing needs dexterity, and a child can be
as productive as an adult. When weaving moves from the home to the mill,
children are often allowed to
help their older sisters, and laws have to be made to prevent
child labour becoming established.
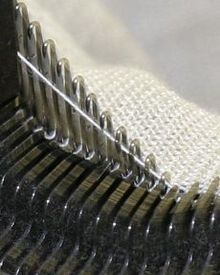
Knitting — fabric manufacture
A circular knitting machine.
Knitting by
machine
is done in two different ways; warp and weft. Weft knitting (as seen in
the pictures) is similar in method to hand knitting with stitches all
connected to each other horizontally. Various weft machines can be
configured to produce textiles from a single spool of
yarn or multiple spools depending on the size of the machine cylinder (where the needles are bedded). In a
warp knit there are many pieces of yarn and there are vertical chains, zigzagged together by crossing the cotton yarn.
Warp knits do not stretch as much as a weft knit, and it is
run-resistant. A weft knit is not run-resistant, but stretches more.
This is especially true if spools of
spandex
are processed from separate spool containers and interwoven through the
cylinder with cotton yarn, giving the finished product more
flexibility and making it less prone to having a 'baggy' appearance. The average
t-shirt is a weft knit.
Finishing — processing of textiles
The
woven cotton fabric in its loom-state not only contains impurities,
including warp size, but requires further treatment in order to develop
its full textile potential. Furthermore, it may receive considerable
added value by applying one or more finishing processes.
-
- Depending on the size that has been used, the cloth may
be steeped in a dilute acid and then rinsed, or enzymes may be used to
break down the size.
-
- Scouring, is a chemical washing process carried out on
cotton fabric to remove natural wax and non-fibrous impurities (e.g. the
remains of seed fragments) from the fibres and any added soiling or
dirt. Scouring is usually carried in iron vessels called kiers. The fabric is boiled in an alkali, which forms a soap with free fatty acids (saponification). A kier is usually enclosed, so the solution of sodium hydroxide can be boiled under pressure, excluding oxygen which would degrade the cellulose in the fibre. If the appropriate reagents
are used, scouring will also remove size from the fabric although
desizing often precedes scouring and is considered to be a separate
process known as fabric preparation. Preparation and scouring are
prerequisites to most of the other finishing processes. At this stage
even the most naturally white cotton fibres are yellowish, and
bleaching, the next process, is required.
-
- Bleaching improves whiteness by removing natural
coloration and remaining trace impurities from the cotton; the degree of
bleaching necessary is determined by the required whiteness and
absorbency. Cotton being a vegetable fibre will be bleached using an oxidizing agent, such as dilute sodium hypochlorite or dilute hydrogen peroxide.
If the fabric is to be dyed a deep shade, then lower levels of
bleaching are acceptable, for example. However, for white bed sheetings
and medical applications, the highest levels of whiteness and absorbency
are essential.
-
- A further possibility is mercerizing during which the
fabric is treated with caustic soda solution to cause swelling of the
fibres. This results in improved lustre, strength and dye affinity.
Cotton is mercerized under tension, and all alkali must be washed out
before the tension is released or shrinkage will take place. Mercerizing can take place directly on grey cloth, or after bleaching.
-
- Many other chemical treatments may be applied to cotton
fabrics to produce low flammability, crease resist and other special
effects but four important non-chemical finishing treatments are:
-
- Singeing is designed to burn off the surface fibres from
the fabric to produce smoothness. The fabric passes over brushes to
raise the fibres, then passes over a plate heated by gas flames.
-
- Another finishing process is raising. During raising,
the fabric surface is treated with sharp teeth to lift the surface
fibres, thereby imparting hairiness, softness and warmth, as in
flannelette.
-
- Calendering is the third important mechanical process,
in which the fabric is passed between heated rollers to generate smooth,
polished or embossed effects depending on roller surface properties and
relative speeds.
-
- Finally, mechanical shrinking (sometimes referred to as
sanforizing), whereby the fabric is forced to shrink width and/or
lengthwise, creates a fabric in which any residual tendency to shrink
after subsequent laundering is minimal.
-
- Finally, cotton is an absorbent fibre which responds
readily to colouration processes. Dyeing, for instance, is commonly
carried out with an anionic direct dye by completely immersing the
fabric (or yarn) in an aqueous dyebath according to a prescribed
procedure. For improved fastness to washing, rubbing and light, other
dyes such as vats and reactives are commonly used. These require more
complex chemistry during processing and are thus more expensive to
apply.
-
- Printing, on the other hand, is the application of
colour in the form of a paste or ink to the surface of a fabric, in a
predetermined pattern. It may be considered as localised dyeing.
Printing designs onto already dyed fabric is also possible.
Economic, environmental and political consequences of cotton manufacture
Production of cotton requires
arable land.
In addition, cotton is farmed intensively and uses large amounts of
fertilizer and 25% of the world's insecticides. Native Indian varieties
of cotton were rainwater fed, but modern hybrids used for the mills need
irrigation, which spreads pests. The 5% of cotton-bearing land in India
uses 55% of all pesticides used in India. In
United Kingdom some companies design cloths for manufacturers such as Sewport, and Bridge & Stitch.
The consumption of energy in form of water and electricity is
relatively high, especially in processes like washing, de-sizing,
bleaching, rinsing, dyeing, printing, coating and finishing. Processing
is time consuming. The major portion of water in textile industry is
used for wet processing of textile (70 per cent). Approximately 25 per
cent of energy in the total textile production like fibre production,
spinning, twisting, weaving, knitting, clothing manufacturing etc. is
used in dyeing. About 34 per cent of energy is consumed in spinning, 23
per cent in weaving, 38 per cent in chemical wet processing and five per
cent in miscellaneous processes. Power dominates consumption pattern in
spinning and weaving, while thermal energy is the major factor for
chemical wet processing.
Cotton acts as a
carbon sink as it contains
cellulose
and this contains 44,44% carbon. However, due to carbon emissions from
fertiliser application, use of mechanized tools to harvest the cotton,
... cotton manufacture tends to emit more CO² than what it stores in the
form of cellulose.
The growth of cotton is divided into two segments i.e. organic and
genetically modified.
Cotton crop provides livelihood to millions of people but its
production is becoming expensive because of high water consumption, use
of expensive pesticides, insecticides and fertiliser. Genetically
modified products aim to increase disease resistance and reduce the
water required. The organic sector was worth $583 million. Genetically
modified cotton, in 2007, occupied 43% of cotton growing areas.
Before mechanisation, cotton was harvested manually by farmers in India and by African slaves in America. In 2012
Uzbekistan
was a major exporter of cotton and uses manual labour during the
harvest. Human rights groups claim that health care professionals and
children are forced to pick cotton.
Processing of other vegetable fibres
Flax
Flax is a
bast fibre, which means it comes in bundles under the bark of the Linum usitatissimum plant. The plant flowers and is harvested.
- Retting
- Breaking
- Scutching
- Hackling or combing
It is now treated like cotton.
Jute
Jute is a
bast fibre,
which comes from the inner bark of the plants of the Corchorus genus.
It is retted like flax, sundried and baled. When spinning a small amount
of oil must be added to the fibre. It can be bleached and dyed. It was
used for sacks and bags but is now used for the backing for carpets.Jute can be blended with other fibres to make composite fabrics and
work continues in Bangladesh to refine the processes and extend the
range of usage possible. In the 1970s, jute-cotton composite fabrics
were known as
jutton fabrics.
Hemp
Hemp is a
bast fibre from the inner bark of Cannabis sativa. It is difficult to bleach, it is used for making cord and rope.
- Retting
- Separating
- Pounding
Other bast fibres
These bast fibres can also be used:
kenaf,
urena,
ramie,
nettle.
Other leaf fibres
Sisal is the main leaf fibre used; others are:
abacá and
henequen.
Processing of animal and insect fibres
Wool
Wool comes from domesticated sheep. It forms two products,
woolens and
worsteds.
The sheep has two sorts of wool and it is the inner coat that is used.
This can be mixed with wool that has been recovered from rags.
Shoddy is the term for recovered wool that is not matted, while
mungo comes from
felted wool. Extract is recovered chemically from mixed cotton/wool fabrics.
The fleece is cut in one piece from the sheep.This is then
skirted to remove the soiled wool, and baled. It is graded into long
wool where the fibres can be up to 15 in, but anything over 2.5 inches
is suitable for combing into worsteds. Fibres less than that form short
wool and are described as clothing or carding wool.
At the mill the wool is scoured in a detergent to remove grease
(the yolk) and impurities. This is done mechanically in the opening
machine. Vegetable matter can be removed chemically using
sulphuric acid (carbonising). Washing uses a solution of soap and
sodium carbonate. The wool is oiled before carding or combing.
- Woollens: Use noils from the worsted combs, mungo and shoddy and new short wool
-
-
- Combing:
Oiled slivers are wound into laps, and placed in the circular comber.
The worsted yarn gathers together to form a top. The shorter fibres or
noils remain behind and are removed with a knife.
Silk
The processes in
silk
production are similar to those of cotton but take account that reeled
silk is a continuous fibre. The terms used are different.
- Opening bales. Assorting skeins: where silk is sorted by colour,
size and quality, scouring: where the silk is washed in water of 40
degrees for 12 hours to remove the natural gum, drying: either by steam
heating or centrifuge, softening: by rubbing to remove any remaining
hard spots.
- Silk throwing (winding). The skeins are placed on a reel in a frame with many others. The silk is wound onto spools or bobbins.
- Doubling and twisting. The silk is far too fine to be
woven, so now it is doubled and twisted to make the warp, known as
organzine and the weft, known as tram. In organzine each single is given
a few twists per inch (tpi), and combine with several other singles
counter twisted hard at 10 to 14 tpi. In tram the two singles are
doubled with each other with a light twist, 3 to 6 tpi. Sewing thread is
two tram threads, hard twisted, and machine-twist is made of three
hard-twisted tram threads. Tram for the crepe process is twisted at up
to 80 tpi to make it 'kick up'.
- Stretching. The thread is tested for consistent size. Any uneven
thickness is stretched out. The resulting thread is reeled into
containing 500 yd to 2500 yd. The skeins are about 50 inches in loop
length.
- Dyeing: the skeins are scoured again, and discoloration removed with
a sulphur process. This weakens the silk. The skeins are now tinted or
dyed. They are dried and rewound onto bobbins, spools and skeins.
Looming, and the weaving process on power looms is the same as with
cotton.
- Weaving. The organzine is now warped. This is a similar process
to in cotton. Firstly, thirty threads or so are wound onto a warping
reel, and then using the warping reels, the threads are beamed. A thick
layer of paper is laid between each layer on the beam to stop
entangling.
Environmental consequences of wool and silk manufacture
Both wool and silk require
farmland.
Whereas silkworms require mulberry leaves, sheep eat grass, clover,
forbs and other pasture plants. Sheep, like all ruminants emit CO2 via
their digestive system. Also, their pastures may sometimes be fertilised which further increases emissions.
Processing of synthetic fibres
Discussion of types of synthetic fibers
Synthetic fibers are the result of extensive development by
scientists to improve upon the naturally occurring
animal and plant fibers. In general,
synthetic fibers are created by forcing, or
extruding,
fiber forming materials through holes (called spinnerets) into the air,
thus forming a thread. Before synthetic fibers were developed,
cellulose fibers were made from natural
cellulose, which comes from
plants.
The first artificial fiber, known as
art silk from 1799 onwards, became known as
viscose around 1894, and finally
rayon in 1924. A similar product known as
cellulose acetate was discovered in 1865. Rayon and acetate are both artificial fibers, but not truly synthetic, being made from
wood.
Although these artificial fibers were discovered in the mid-nineteenth
century, successful modern manufacture began much later in the 1930s.
Nylon, the first synthetic fiber, made its debut in the
United States as a replacement for
silk, and was used for
parachutes and other
military uses.
The techniques used to process these fibers in yarn are
essentially the same as with natural fibers, modifications have to be
made as these fibers are of great length, and have no texture such as
the scales in cotton and wool that aid meshing.
Unlike natural fibres, produced by plants, animals or insects, synthetic fibres are made from
fossil fuels, and thus require no farmland.