Education Hub is the Textile Blog, It is an ultimate reference for textile students. It helps to update textile knowledge among the textile students, entrepreneurs, businessmen and over all the people who want to know textile. It is like a community blog. Anybody can publish textile related articles, thesis papers and any other reviews in this blog without copyrighted.
Sutlej Textiles & Industries Ltd (STIL) is a leading producer of value-added yarns In India. Since inception, the Company has been committed to achieving high growth through the development of niche products to meet the increasingly sophisticated demands of the Industry. Today, it possesses the largest product portfolios of spun-dyed, cotton blended and cotton melange dyed yarns. Sutlej is the largest producer of Melange yarn in India and also one of the few exclusive spinners for specialty yarns such as Modal, Lyocell, and Tencel in the country.
Sutlej Textiles:
2018
The board approved to set up a plant in Jammu and Kashmir to manufacture polyester staple fibre.
Company have started commercial production on November 01, 2014 of expansion project of 31,104 spindles, at the company’s unit Chenab Textile Mills (CTM), Kathua, Jammu & Kashmir. Sutlej Textiles felicitated with esteemed 'Niryat Shree' Award.
2006
The home textiles and garments unit had started commercial production. The company got listed on NSE and BSE on December 2006.
2005
Sutlej Textiles & Industries Ltd was incorporated on June 22nd 2005, created by the corporate restructuring in which textile division of Sutlej Industries Ltd and Damanganga Processors Ltd was demerged and involved in textile business.
2001
Operations were forward integrated by establishment of Damanganga Fabrics (DGF) at Daheli in Gujrat to manufacture process fabric.
1997
Sutlej Industries Limited (SIL) purchased all the assets of Calico Textile Mill (CTM).
1993
Sutlej Industries Limited (SIL) established Rajasthan Textile Mills (RTM) at Bhawanimandi, Jhalawar district to produce cotton yarn.
Arvind Limited is a textile company. The company's principal products/services are finished fabrics and garments. Its segments are textiles, brands, retail and others. The textiles segment includes fabric, yarn and garments. The brands and retail segment includes retailing of branded garments, apparels and fabrics. The others segment includes technical textile, e-commerce and project activity. It also manufactures cotton shirting, denim, knits and bottom weights (Khakis) fabrics, and jeans and shirts garments. The Company, through its subsidiary, Arvind Lifestyle Brands Limited, markets branded apparel and licenses international brands in India. Its brands portfolio includes international brands, such as Arrow, US Polo, Izod, Elle and Cherokee. It also operates MEGAMART apparel value retail stores. It also has presence in telecom business directly and through joint venture companies.
2017
Arvind Ltd signs MoU the Gujarat government to set up a mega apparel park with an investment of Rs 3.00 billion (US$ 46.07 million) in Dahegam in Ahmedabad district.
2014
Arvind announces tie up with The Children's Place, America largest children's specialty retailer.
2012
Arvind Acquires Debenhams, Nautica and Next Business in India.
2008
Arvind Mills Ltd has informed that the name of the company has been changed from "The Arvind Mills Ltd" to "Arvind Ltd".
1998
Arvind Ltd became third largest denim producer in the world.
1992
The company increased the production of denim cloth by 23,000 tonnes per day by modernising the plant located at Khatraj of Ankur Textiles.
1988
New product groups identified were the Indigo dyed blue denim, high quality two-ply fabrics for exports, and special products such as butta sarees, full voils and dhoties.
1962
The company entered into an agreement with Tootal Broadhurst Lee Co Ltd.
1931
The company was incorporated on December, in Ahmedabad. The company manufactures cotton textiles.
Vardhman Textiles Limited is an integrated textile manufacturer. The company is engaged in manufacturing of cotton yarn, synthetic yarn, woven fabric, sewing thread, acrylic fiber, tow and garments. The company's segments include textiles and fibre. The company is a piece dyed fabric manufacturer, and cotton yarn manufacturer and exporter. It offers the range of specialized greige and dyed yarns in cotton, polyester, acrylic and a range of blends. The company also manufactures products, such as organic cotton, melange, core spun yarns, ultra yarns (contamination controlled), gassed mercerised, super fine yarns, slub and cellulose yarns and fancy yarns for hand knitting. The company has approximately 1.1 million spindles and a capacity to manufacture over 580 metric ton (MT) of yarn per day. The company has manufacturing facilities located in Punjab, Himachal Pradesh and Madhya Pradesh. The company markets its products in the European Union, the United States and the far East.
Vardhman Textiles and Reliance Industries tie-up for creation of innovative fabrics.
2014
Vardhman Group has over 24 manufacturing facilities in five states.
2007
Vardhman Textile has entered into Joint Venture Agreement on March 24th, 2008 with American & Efird Inc (A&E), a subsidiary of Ruddick Corporation, USA.
1995
The company entered into a joint venture agreement with Japan Exlan Co. Ltd. and Marubeni Corporation of Japan for setting up an acrylic fibre project for manufacture of 16,500 TPA acrylic fibre.
1994
The company entered into a joint venture agreement with M/s. Marubeni Corporation & Toho Rayon Co. Ltd., Japan for setting up a 100 per cent Export Oriented Units (EOU) to manufacture cotton yarn with a capacity of 25,000 spindles at Baddi in Himachal Pradesh. In the joint venture to be known in the name of VMT Spinning Company Ltd.
1978
The company undertook to set up of textile mill with a capacity of 25,000 spindles at Maler Kotla in Sangrur district in Punjab.
1973
Vardhman Textiles Limited was incorporated on October 8th. The company was promoted by Vardhman Spinning and General Mills Ltd.
1962
Vardhman Spinning & General Mills Ltd (VSGML) was incorporated in Ludhiana, Punjab in 1962 by Shri V.S Oswal & Shri Ratan Chand Oswal. VSGML started production with a capacity of 6000 spindles to manufacture cotton yarn in 1965.
Properties, process, history, and application of carbon fibres
Carbon fibres are extremely strong, thin fibre, made of aligned carbon crystals with the shape of a honeycomb and consisting of long, chainlike molecules of pure carbon that are made by charring synthetic fibres such as rayon in the absence of oxygen.
The carbon fibres are ideally used where strength, stiffness, lighter weight and outstanding fatigue properties are of critical importance. They are also used where high temperature, chemical inertness and high damping are essential. widely used in commercial and civilian aircraft, recreational, industrial, and transportation markets.
A brief history of Carbon Fibres
Thomas Edison invented the electrical bulb during 1879 and he used cotton threads/bamboo slivers at very high temperatures in an enclosed glass tube which cuts off oxygen supply and threads were backed which carbonized them into carbon fibre filament. Roger Bacon was the first to create the carbon fibre from polyacrylonitrile (PAN) during 1958 and discovered its tensile strength.
About 85 to 90% of fibres are made from polyacrylonitrile and remaining are made from rayon or petroleum pitch. All of these materials are organic polymers, characterized by long strings of molecules bound together by carbon atoms.
US Airforce and NASA began using carbon fibre for its applications to aircraft and spacecraft. Carbon fibre and Kevlar fibres are materials that are used for making bulletproof vests protective inserts etc. They are known to be the most composite materials along with glass fibres and are strong and functions extremely well.
In comparison, steel has a tensile modulus of about 29 million psi (200 million kPa) thus, the strongest carbon fibres made are ten times stronger than steel and eight times that of aluminium, and are much lighter than both materials, 5 and 1.5 times respectively.
DEFINITION OF CARBON FIBER
A material consisting of thin, strong crystalline filaments of carbon, used as a strengthening material, especially in resins and ceramics.
a very strong lightweight synthetic fiber made especially by carbonizing acrylic fiber at high temperatures; also: a material made from such fibers embedded in a resinous matrix
a strong, stiff, thin fiber of nearly pure carbon, made by subjecting various organic raw materials to high temperatures, combined with synthetic resins to produce a strong, lightweight material used in construction of aircraft and spacecraft.
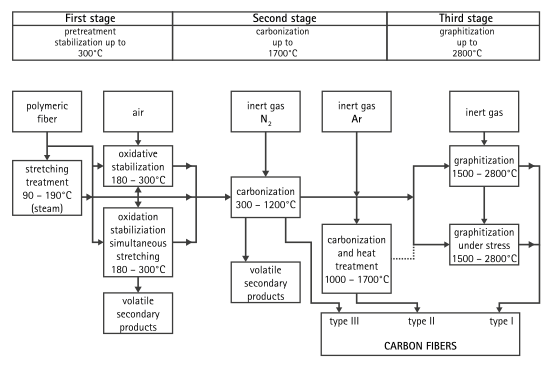
Carbon fiber preparations
How is Carbon Fiber Made?
An extremely strong, thin fibre, made of aligned carbon crystals with a shape of a honeycomb and consisting of long, chainlike molecules of pure carbon that are made by charring synthetic fibres such as rayon in the absence of oxygen. Carbon fibres are used in high-strength composite materials in aircraft, automobiles, architectural structures, and in other applications where light materials capable of withstanding high stress are required. These crystals organize themselves in long flattened ribbons and are used to produce carbon fibres. We call it precursor.
Precursor — polyacrylonitrile (PAN) is raw material to make 90% of carbon fibres. The remaining 10% is made from rayon or petroleum pitch. All of these materials used are organic polymers, characterized by long strings of molecules bound together by carbon atoms. The exact composition of each precursor prepared varies from one company to another company and is generally considered a trade secret.
During the manufacturing process, a variety of gases and liquids are used. The design of the material is prepared to react with the fibre to achieve a specific planned effect. Other materials are designed not to react or to prevent certain reactions with the fibre. As with the precursors, the exact compositions of many of these process materials are proprietary.
The process for making carbon fibres is a combination of partly chemical and partly mechanical. The precursor is drawn into long strands, ribbon’s or fibres and then heated to a very high temperature under enclosed conditions without allowing it to come in contact with oxygen.
Without oxygen, the fibre cannot burn. Instead, the high temperature causes the atoms in the fibre to vibrate violently until most of the non-carbon atoms are expelled. This process is called carbonization and leaves a fibre composed of long, tightly interlocked chains of carbon atoms with only a few non-carbon atoms remaining.
While ZOLTEK – carbon fibre manufacturing company has its own trade secrets and we’re also eager to encourage a broader understanding of carbon fibre as an ideal material for commercial use.
Stabilizing
Before the fibres are carbonized, they need to be chemically altered to convert their linear atomic bonding to a more thermally stable ladder bonding. This is accomplished by heating the fibres in air to about 390-590° F (200-300° C) for 30-120 minutes. This causes the fibres to pick up oxygen molecules from the air and rearrange their atomic bonding pattern. The stabilizing chemical reactions are complex and involve several steps, some of which occur simultaneously. They also generate their own heat, which must be controlled to avoid overheating the fibres.
Commercially, the stabilization process uses a variety of equipment and techniques. In some processes, the fibres are drawn through a series of heated chambers. In others, the fibres pass over hot rollers and through beds of loose materials held in suspension by a flow of hot air. Some processes use heated air mixed with certain gases that chemically accelerate the stabilization.
Carbonizing
Once the fibres are stabilized, they are heated to a temperature of about 1,830-5,500° F (1,000-3,000° C) for several minutes in a furnace filled with a gas mixture that does not contain oxygen. The lack of oxygen prevents the fibres from burning in the very high temperatures.
The gas pressure inside the furnace is kept higher than the outside air pressure and the points where the fibres enter and exit the furnace are sealed to keep oxygen from entering. As the fibres are heated, they begin to lose their non-carbon atoms, plus a few carbon atoms, in the form of various gases including water vapour, ammonia, carbon monoxide, carbon dioxide, hydrogen, nitrogen, and others.
As the non-carbon atoms are expelled, the remaining carbon atoms form tightly bonded carbon crystals that are aligned more or less parallel to the long axis of the fibre. In some processes, two furnaces operating at two different temperatures are used to better control the rate of heating during carbonization.
Treatment of the surface
After carbonizing, the fibres have a surface that does not bond well with the epoxies and other materials used in composite materials. To give the fibres better bonding properties, their surface is slightly oxidized. The addition of oxygen atoms to the surface provides better chemical bonding properties and also etches and roughens the surface for better mechanical bonding properties.
Oxidation can be achieved by immersing the fibres in various gases such as air, carbon dioxide, or ozone; or in various liquids such as sodium hypochlorite or nitric acid. The fibres can also be coated through electrolysis process where fibres are making the positive terminal in a bath filled with various electrically conductive materials.
The surface treatment process must be carefully controlled to avoid forming tiny surface defects, such as pits, which could cause fibre failure.
Sizing
After the surface treatment, the fibres are coated to protect them from damage during winding or weaving. This process is called sizing. Coating materials are chosen to be compatible with the adhesive used to form composite materials. Typical coating materials include epoxy, polyester, nylon, urethane, and others.
The coated fibres are wound onto cylinders called bobbins. The bobbins are loaded into a spinning machine and the fibres are twisted into yarns of various sizes.
Physical/chemical/mechanical properties of carbon fibres
Tenacity—1.8 —2.4 (kn/mm2)
Density—-1.95 gms/c.c
Elongation at break—-0.5%
Elasticity —not good
Moisture regain (M. R%)—-0%
Resilience—–Not good
Ability to protest friction—-Good
Colour—-Black
Ability to protest heat—–Good
Lustre—–Like silky
Carbon is a poor conductor of electricity because it is a nonmetal, which in general are poor conductors of electricity.
Carbon Fiber has High specific Strength to Weight Ratio
Carbon Fiber is very Rigid
Carbon fibre is Corrosion Resistant and Chemically Stable.
Carbon fibre is Electrically Conductive
Fatigue Resistance is good
Carbon Fiber has good Tensile Strength
Carbon fibre is Fire Resistance/Non-Flammable
Thermal Conductivity of Carbon Fiber–it is not possible to pinpoint exactly the thermal conductivity. Special types of Carbon Fiber have been specifically designed for high or low thermal conductivity.
Low Coefficient of Thermal Expansion–Carbon fibre can have a broad range and can be designed as per final requirement.
Non-Poisonous, Biologically Inert, X-Ray Permeable–These qualities make Carbon fibre useful in Medical applications
Carbon Fibers are brittle—The layers in the fibres are formed by strong covalent bonds.
Carbon Fiber is not yet geared to Amateur techniques.
In order to maximize Carbon Fiber Characteristics, a relatively high level of technical excellence must be achieved. Imperfections and air bubbles can significantly affect performance. Typically, autoclaves or vacuum equipment is required. Moulds and mandrels are major expenses as well.
The success of any amateur carbon fibre construction will be closely linked to the skill and care taken.
Chemical properties
Effect of bleaching—-sodium hypochlorite slightly oxidized carbon fibres
Effect of sunlight—-Do not change carbon fibres
Protection against flame—–Excellent
Protection ability against insects——Do not harm carbon fibres.
Carbon fibres are available in different forms
Tows
This tow gives a measure of its number of filaments per bundle. Small Tow has 24000 or fewer filaments, Large tow has 48000 to 320000 filaments and sometimes more. Normally is sold in large spools.
Often Carbon tow is used in winding tubes and other structures, selectively reinforcing structures and used in compression moulding. It can be used in chop guns but fibreglass can usually be substituted effectively.
Tapes
Carbon fibre tape is available in 2″ wide 15feet long. Carbon tapes are used for reinforcement of carbon parts. It is easier to buy in this form than to cut your own stripes.
Roving’s
Carbon fibre is offered as bundled fibres. These are not woven but rather are bunches of unidirectional filaments. The terms Tow, Roving and Strand is more a measure of how large the bundle of fibre is than of actual differences in the form.
Woven cloth
plain weavetwill weave
Cloth comes in many weights and wide ranges are available. Home builders usually deal with 3.5-12 ounces per square yard. but other weights are possible.
There are many types of weave. Most home builders are familiar with the plain weave. It is the easiest of weaves to wet out.
Twill weaves (right) are also available. Twill weave usually has the fibres spanning 2 fibres. It makes it easier to form to a shape. Twill weave is reputed to be slightly stronger than plain weave. It is certainly very showy.
Because the fibres bend up and down as they follow the weave there is a slight decrease in strength when compared with the uniaxial cloth that is made so that all the fibres run one way (except for the few that keep the cloth together.)
Matting or Felt
It is possible to find felted Carbon fibre but its use is not for reinforcement of matrix. IT has used in heat protection and safety applications. Home builders looking for a matted material normally use fibreglass.
Carbon Fiber Veil
Used in making corrosion resistant barriers and for grounding composite structures and minimizing static electricity build-up. The nonwoven structure allows a resin-rich surface that increases chemical stability and reduces micro-crack formation in the composite surface.
Carbon fibre sleeves or socks
Carbon fibre tubesCarbon fibre plain mast
These are available in 2 forms, either biaxially woven or unidirectional, with minimal stitching to keep the tube together until impregnated. These are very useful if making tubes or round pipes or masts. In the woven tubes, the fibres end up running diagonally along the tube. Woven tubes are very adjustable and can be used for several sizes simply by compressing lengthwise or stretching. This allows for tapered construction or for curves.
Unidirectional tubing has the fibres running lengthwise only. This allows the composite to be reinforced in the longitudinal direction. Uniaxial tubes need to be bought in the right size since there is no stretch.
Using these tubes simplifies making pipes, tubes and dinghy masts but they are quite expensive.
Coatings and surface treatment
In order to improve adhesion to the resin matrix, Carbon Fiber is sometimes surface treated. By partially oxidizing the fibre to make it more chemically active. Other coatings or treatments exist to modify the fibre’s handling such as polymer coatings.
Hybrid or Combinations
Carbon Fibre is sometimes combined with other fibres to modify its characteristics or to reduce cost.
One of the most common combinations is with Kevlar. Since Kevlar can be dyed, several companies now offer coloured carbon fibre – Kevlar fabrics.
When combining carbon fibre with metal it is good to remember that it is electrically conductive and can be involved in galvanic corrosion. The so-called Silver Carbon Fiber is actually aluminium and fibreglass.
Applications of Carbon Fiber Overview:
Reference – Todd Johnson, Updated March 30, 2017
Every day, a new application is found for carbon fibre. What started out forty years ago as a highly exotic material is now a part of our everyday lives. These thin filaments, a tenth of the thickness of a human hair, are now available in a wide range of useful forms. The fibres are bundled, woven and shaped into tubes and sheets (up to ½” thick) for construction purposes, supplied as cloth for moulding, or just regular thread for filament winding.
Carbon Fiber in Flight
Carbon fibre has gone to the moon on spacecraft, but it is also used widely in aircraft components and structures, where its superior strength to weight ratio far exceeds that of any metal. 30% of all carbon fibre is used in the aerospace industry. From helicopters to gliders, fighter jets to microlights, carbon fibre is playing its part, increasing range and simplifying maintenance.
Sporting Goods
Its application in sports goods ranges from the stiffening of running shoes to ice hockey stick, tennis racquets, and golf clubs. ‘Shells’ (hulls for rowing) are built from it, and many lives have been saved on motor racing circuits by its strength and damage tolerance in body structures. It is used in crash helmets too, for rock climbers, horse riders, and motorcyclists – in fact in any sport where there is a danger of head injury.
Military
The applications in the military are very wide ranging – from planes and missiles to protective helmets, providing strengthening and weight reduction across all military equipment.
It takes energy to move weight – whether it is a soldier’s personal gear or a field hospital, and weight saved means more weight moved per gallon of gas.
A new military application is announced almost every day. Perhaps the latest and most exotic military application is for small flapping wings on miniaturized flying drones, used for surveillance missions.
Carbon Fiber at Home
Areas as broad as your imagination, whether it is style or practical application. For those who are style-conscious, it is often tagged as ‘the new black’. If you want a shiny black bathtub built from carbon fibre or a coffee table then you can have just that, off the shelf. iPhone cases, pens, and even bow ties – the look of carbon fibre is unique and sexy.
Medical Applications
Carbon fibre offers several advantages over other materials in the medical field, including the fact that it is ‘radiolucent’ shows as black on X-ray images. It is used widely in imaging equipment structures to support limbs being X-rayed or treated with radiation.
The use of carbon fibre to strengthen damaged cruciate ligaments in the knee is being researched, but probably the most well-known medical use is that of prosthetics – artificial limbs. South African athlete Oscar Pistorius brought carbon fibre limbs to prominence when the International Association of Athletics Federations failed to ban him from competing in the Beijing Olympics.
His controversial carbon fibre right leg was said to give him an unfair advantage, and there is still considerable debate about this.
Automobile Industry
As costs come down, carbon fibre is being more widely adopted in automobiles. Supercar bodies are built now, but its wider use is likely to be on internal components such as instrument housings and seat frames.
Environmental Applications
As a chemical purifier, carbon is a powerful absorbent. When it comes to absorption of noxious or unpleasant chemicals, then surface area is important. For a given weight of carbon, thin filaments have far more surface area than granules. Although we see activated carbon granules used as pet litter and for water purification, the potential for wider environmental use is clear.
Cotton is a soft staple fibre that grown in a form known as a boll around the seeds of the cotton plant, a shrub native to tropical and subtropical regions.
Cotton
Cotton today is the most used textile fiber in the world. Its current market share is 56 percent for all fibers used for apparel and home furnishings and sold in the U.S. Another contribution is attributed to nonwoven textiles and personal care items. The earliest evidence of using cotton is from India and the date assigned to this fabric is 3000 B.C. There were also excavations of cotton fabrics of comparable age in Southern America. Cotton cultivation first spread from India to Egypt, China, and the South Pacific.
Cotton is a soft, staple fiber that grows in a form known as a boll around the seeds of the cotton plant, a shrub native to tropical and subtropical regions around the world, including the Americas, India, and Africa. The fiber most often is spun into yarn or thread and used to make a soft, breathable textile, which is the most widely used natural-fiber cloth in clothing today. The English name derives from the Arabic (al) qutn قُطْن , which began to be used circa 1400.
Each cotton fiber is composed of concentric layers. The cuticle layer on the fiber itself is separable from the fiber and consists of wax and pectin materials.
Cotton is a soft fiber that grows around the seeds of the cotton plant. Cotton fiber grows in the seed pod or boll of the cotton plant. Each fiber is a single elongated cell that is flat twisted and ribbon-like with a wide inner hollow (lumen).
90% cellulose, 6% moisture and the remainder fats and impurities.
The outer surface is covered with a protective wax-like coating which gives fiber an adhesive quality.
Cotton is a natural fiber that is grown in countries around the world. It is a crop that requires adequate moisture and heat to mature and produce quality fibers. Cotton growing tends to be in warmer climates. Cotton is a true commodity in the world markets and supply and demand truly affect prices of raw cotton.
Cotton fibers are mainly made up of cellulose. Cellulose does not form unless temperatures are over 70 °F (21 °C). The cotton fibers are attached to the seeds inside the boll of the plant. There are usually six or seven seeds in a boll and up to 20,000 fibers attached to each seed. The length of these fibers (also called staples) is the main determining factor in the quality of the cotton. In general, the longer the staple grows the higher the quality of the cotton. Staple lengths are divided into short, medium, and long (and extra long, in some cases):
Short staple cotton is between 3/8” to 15/16” (.95cm to 2.4cm) in length
Medium staple cotton is between 1” to 1-1/8” (2.54cm to 2.86cm) in length
Long staple cotton is between 1-3/16” to 2-1/2” (3cm to 6.35cm) in length
Properties of Cotton Products
Comfortable – there are no surface characteristics of cotton that make it irritating to human skin. Cotton feels good against skin; it has a soft hand.
Hydrophilic – cotton has a natural affinity for water – it attracts moisture away from your body.
Moisture passes freely through cotton – aiding in evaporation and cooling
Good Heat Conductivity – Cotton allows heat to dissipate making it a wonderful fiber to maintain a comfortable sleeping temperature.
Strong and abrasion resistance
The unfavorable attributes of cotton include its lack of resiliency (cotton tends to wrinkle) and its lack of luster (colors are usually dull).
Properties of Cotton Fiber
It has 8% moisture regain
The cellulose is arranged in a way that gives cotton unique properties of strength, durability, and absorbency
It is fresh, crisp, comfortable, absorbent, flexible, has no pilling problems and has good resistance to alkalis
It has poor wrinkle resistance, shrinkage, poor acid resistance, less abrasion resistance, susceptible to damage by moths and mildew, needs lots of maintenance and stains are difficult to remove
Its fiber length ranges from ½ inches to 2inches
It has 10%increase in strength when wet.
It has a flat twisted tube shape
Long Staple Cotton
In general, long staple cotton is needed to spin the yarns needed in the weaving of the finer down proof cotton fabrics.
Long staple cotton is considered to be finer quality because they can be spun into finer yarns and those finer yarns can be woven into softer, smoother, stronger, and more lustrous fabrics. Long staple cotton makes stronger yarns, especially in fine yarns, as there are fewer fibers in a given length of yarn and the longer fibers provide more points of contact between the fibers when they are twisted together in the spinning process.
Common areas that grow long staple cotton in the world would be Egypt, Sudan, the United States (Pima cotton grown in the west and southwest are long staple cotton), and Western China. The two most widely known long-staple cottons are Egyptian cotton and Pima cotton. Pima cotton is grown mainly in the United States, but also in Peru, Israel, and Australia.
The fibers are sent to a textile mill where carding machines turn the fibers into cotton yarn. The yarns are woven into cloth that is comfortable and easy to wash but does wrinkle easily. Cotton fabric will shrink about 3% when washed unless pre-treated to resist shrinking.
Cotton is prized for its comfort, easy care, and affordability and is ideal for clothing, bedding, towels, and furnishings.
Harvesting
Cotton was once harvested by hand, often by slave labor or tenant farmers. As recently as 1965, over a fourth of the U.S. cotton crop was picked by hand. Today, harvesting cotton is highly mechanized.
Harvesting machines called strippers and pickers efficiently remove the cotton while leaving the plants undisturbed. Spindle harvester, also called a picker, has drums with spindles that pull the cotton from the boll in one or two rows at a time. Even a one-row mechanical picker can do the work formerly done by 40 hand pickers.
In stripper harvesting, the stripper moves along rows of plants, passing them between revolving rollers or brushes that pull off the cotton. Strippers also pull twigs and leaves with the cotton.
Cotton gins separate the fibers, called lint, from the seeds. After ginning, the cotton goes to the bale press that packs it into 480-pound bales about the size of a large refrigerator.
Classing Cotton
Cotton buyers judge cotton on the basis of samples cut from the bales. Skilled cotton classers grade or “class” the cotton according to standards established by the US Department of Agriculture such as cleanliness, the degree of whiteness, length of the fiber, and fiber strength.
The classes pull a sample. They discard most of the cotton until just a pinch of well-aligned fibers remains. They measure the length of the fibers, referred to as staple fibers. Longer staple fibers are higher-grade cotton and are sold at higher prices. Long staples range from 1.1 inches to 1.4 inches long.
Cotton Ginning
From the field, seed cotton moves to nearby gins for separation of lint and seed. The cotton first goes through dryers to reduce moisture content and then through cleaning equipment to remove foreign matter. These operations facilitate processing and improve fiber quality. The cotton is then air conveyed to gin stands where revolving circular saws pull the lint through closely spaced ribs that prevent the seed from passing through. The lint is removed from the saw teeth by air blasts or rotating brushes and then compressed into bales weighing approximately 500 pounds. Cotton is then moved to a warehouse for storage until it is shipped to a textile mill for use.
A typical gin will process about 12 bales per hour, while some of today’s more modern gins may process as many as 60 bales an hour.










 Cotton is a soft fiber that grows around the seeds of the cotton plant. Cotton fiber grows in the seed pod or boll of the cotton plant. Each fiber is a single elongated cell that is flat twisted and ribbon-like with a wide inner hollow (lumen).
Cotton is a soft fiber that grows around the seeds of the cotton plant. Cotton fiber grows in the seed pod or boll of the cotton plant. Each fiber is a single elongated cell that is flat twisted and ribbon-like with a wide inner hollow (lumen). Cotton was once harvested by hand, often by slave labor or tenant farmers. As recently as 1965, over a fourth of the U.S. cotton crop was picked by hand. Today, harvesting cotton is highly mechanized.
Cotton was once harvested by hand, often by slave labor or tenant farmers. As recently as 1965, over a fourth of the U.S. cotton crop was picked by hand. Today, harvesting cotton is highly mechanized. From the field, seed cotton moves to nearby gins for separation of lint and seed. The cotton first goes through dryers to reduce moisture content and then through cleaning equipment to remove foreign matter. These operations facilitate processing and improve fiber quality. The cotton is then air conveyed to gin stands where revolving circular saws pull the lint through closely spaced ribs that prevent the seed from passing through. The lint is removed from the saw teeth by air blasts or rotating brushes and then compressed into bales weighing approximately 500 pounds. Cotton is then moved to a warehouse for storage until it is shipped to a textile mill for use.
From the field, seed cotton moves to nearby gins for separation of lint and seed. The cotton first goes through dryers to reduce moisture content and then through cleaning equipment to remove foreign matter. These operations facilitate processing and improve fiber quality. The cotton is then air conveyed to gin stands where revolving circular saws pull the lint through closely spaced ribs that prevent the seed from passing through. The lint is removed from the saw teeth by air blasts or rotating brushes and then compressed into bales weighing approximately 500 pounds. Cotton is then moved to a warehouse for storage until it is shipped to a textile mill for use.
