Education Hub is the Textile Blog, It is an ultimate reference for textile students. It helps to update textile knowledge among the textile students, entrepreneurs, businessmen and over all the people who want to know textile. It is like a community blog. Anybody can publish textile related articles, thesis papers and any other reviews in this blog without copyrighted.
Embroidery thread is the yarn that is manufactured or hand-spun specifically for embroidery and other forms of needlework.
Threads for hand embroidery include:
Crewel yarn is a fine 2-ply yarn of wool or, less often, a wool-like acrylic.
Embroidery floss or stranded cotton is a loosely twisted, slightly glossy 6-strand thread, usually of cotton but also manufactured in silk, linen, and rayon. Cotton floss is the standard thread for cross-stitch. Extremely shiny rayon floss is characteristic of Brazilian embroidery. Historically, stranded silk embroidery threads were described as sleaved or sleided in the sixteenth century.
Filoselle is a historical term for embroidery floss made using the leftover waste from reeled silk.[4]
Matte embroidery cotton or French cotton à border is a matte-finish (not glossy) twisted 5-ply thread.
Medici or border medici is a fine, light-weight wool thread formerly manufactured by DMC Group.
Perle cotton, pearl cotton, or Frenchcoton perlé is an S-twisted, 2-ply thread with high sheen, sold in five sizes or weights (No. 3, 5, 8, 12 and 16 (Finca), with 3 being the heaviest and 16 the finest).
Persian yarn is a loosely twisted 3-strand yarn of wool or acrylic, often used for needlepoint.
Tapestry yarn or tapestry wool is a tightly twisted 4-ply yarn.
Threads for machine embroidery are usually of polyester or rayon (less often cotton or silk).
Threads, like textiles, can contain compounds that may be harmful to humans. Many dyes have been shown to be allergenic and in some cases carcinogenic. Testing for the presence of these dyes and other additives can be done at many commercial laboratories.
Certification to the Oeko-Tex standard may also be applied for. This tests the component for over 100 different chemicals and certifies the component according to human ecological safety.
From handmade knits to high-end silks, fabrics are all around us. Today, we'll take a look at the techniques needed to photograph them. Your crafting friends will adore you, and if this is really something you, there are bigger industry jobs out there. Let's take a look at photographing fabrics.
Breaking Out the Gear
If you have a fully stocked studio, you could use everything in it to make great pictures of fabric, but you only need a few simple things to get started. I use the Nikon D700, a full-frame DSLR, for my shoots. Paired with either a 50mm or a 24mm, I have all the range I need to photograph a close-up or a full-length shot of a dress.
In terms of lighting, I sometimes only use one hot-shoe flash with manual capabilities, but this only works if you're shooting in the right environment. My home studio has three white walls and a white ceiling. If you have a room like this in your house, it will save you a lot of trouble. When properly lit, a white room becomes a giant light tent that you can stand up in.
For location shoots where I don't have a good room, I'll use two flashes on stands with umbrellas. Umbrellas seem to be out of fashion with photographers at the moment. While softboxes do offer more control over the light, I find that if you're looking to get your light as soft as possible and you don't have a corporate budget, umbrellas can't be beaten.
You can get a 60-inch umbrella for less than $50 USD, while a similar amount of money might only get your 36 inches in a softbox. When you step the size up, even more, the price difference is worse. A seven-foot diameter Octodome will cost more than $400 USD, while a seven-foot umbrella will only set you back $100 USD.
Lighting for Texture
The most important thing to think about when photographing any fabric is texture. No matter what type of fabric you're shooting, you're either trying to overcome the texture or showcase it. A necktie is made up of thousands of woven fibers, but it needs to look smooth and shiny. A sweater might have an intricate knitted pattern that needs to be shown off.
Whether you're hiding texture or showing it off, you're using the same technique: perfect control of soft, direct light. If you take away nothing else from this tutorial, I hope you get an understanding of how to light and texture are forever bound to each other.
Side Light
I usually only use one light for fabric photos for a couple of reasons. First, I'm usually in my white room, so the reflections off the walls fill in drastic shadows. Second, and more importantly, the light needs to be directional to bring out textures.
Side Lighting
Textures are revealed by the mix of shadows and highlights that creating depth to the image. Look at the texture of something simple like your hand. With no shadows accenting the wrinkles, it looks smooth. If you want to emphasize this contrast in fabrics, you need to use strongly directional side lighting. If you imagine the fabric is a great big flat piece of land, you want the sun to be setting.
Keep in mind that side lighting is relative. The illustration shows what side lighting is for a piece laying flat on a table. If your piece is hanging, or sitting upright, then you're light will need to move to accommodate the change.
Direct Light
Think of direct light as the opposite of side light. Instead of shooting at sunset, you're shooting at noon. The light, while still soft, is coming directly at your fabric. This reduces texture and hides flaws.
Direct Lighting
You'd be surprised at how often you don't want to emphasize the texture of the fabric. Again, the light position is relative to the position of the surface. For objects arranged flat on a table, the light would come from overhead. For objects arranged vertically, the light would come straight at them from the same direction as the camera.
Now let's jump in and work through some different common examples of fabrics that you might need to work with.
Gnarly Knits
In a previous photo, I showed you a knitted object shot with both side and overhead lighting. Most knitted objects are all about the texture. You'll want to showcase it in some way. Side lighting is an easy place to start. I was recently tasked with photographing a knit hat.
Large horizontal waves were the most prominent feature in the texture. Using side light in opposition to these meant positioning light directly above the hat. Had I shot the hat with my lights to left or right, the waves wouldn't have been as apparent.
Depth of Field
I'd like to quickly mention the depth of field. When shooting products like this for a friend's website or your own amusement, use whatever depth-of-field you want. However, if you're doing a commissioned job for a magazine or a business, they will want sharp edges.
In the hat photo above, I was essentially working in a macro situation. Shooting that close to your subject means that your depth-of-field will shallower. So I needed to make sure I stopped down a lot to get the edges of the hat in focus while still focusing on the front of it.
The reason for the industry obsession with sharp edges is due to their heavy use of cutouts. By cutting out the image, they are able to layer text and other images with it. Blurry edges are all but impossible to cut out well.
Slick Silks
The next photo we will take a look at features five silk ties. In my mind, silk is practically the exact opposite of knits. Instead of large visible fibers, you have a slick, highly reflective surface.
When working with any reflective surface, you can fight the reflection or embrace it. For my shot, set my camera up to capture it.
Remember the mantra, "the angle of incident equals the angle of reflection." The means that I need to match the angle the light is hitting my subject and with my camera angle. Imagine that your flash is shooting a tennis ball instead of light. You want to put your camera in a position to catch the ball after it bounces off your subject.
When you look at the photo, you really get a sense of shiny nature of the ties. What might not be so obvious is what's happening to the texture. By having both my camera and my flash almost directly above the subject, I'm using direct lighting. I'm hiding imperfections and making everything look flatter. Take a look.
You'll really see how direct light and side light affect fabrics in the next photo.
White Balance
I want to make a quick note about white balance. When photographing someone's product, it's essential that the colors match perfectly. No one wants to see yellow dresses in an advertisement and show up at the store only to find orange ones.
To insure that your white balance is perfect, slip something that's pure white into the frame of your image. This way you'll have a clickable reference once you jump into Photoshop or Lightroom.
What color was the show?
Another thing to consider is figuring out the exact Kelvin measurement of your flashes with different modifiers. I know that with my silver reflective umbrellas, my flash produces a light that is 5600K. So that's one less thing to figure out once I arrive at a shoot. Your flash may vary by 100 or 200K.
Dirty Denim
Let's take a look at some jeans. When shooting certain types of clothes, it might be hard to know whether to hide or showcase the texture. In some case, it might be better to shoot it both ways.
The following shots jeans were made during an insane day of shooting for a catalog. I barely had time to breathe let alone adjust a big lighting kit between every photo. So I worked with a hot shoe flash on my camera. What can I say? Being a professional often means being quick. I also knew a professional retoucher would be handling all the post-production.
These two photos perfectly demonstrate how lighting angle affects the texture. These jeans were hung on a wall directly in front of me. For the shot on the left, I bounced the flash off the ceiling creating side light, similar to a photo of the knit hat (the side is just up instead of left or right). For the shot on the right, I bounced my flash off the wall behind me creating direct light.
Sidelight on the left, direct light on the right.
Which side do you like better? I think I like the more creased look for this particular style of jean. There is certainly a place for the more flattening, texture hiding light.
Shooting Your Own Fabrics
If you seek them out there are plenty of opportunities out there for this type of photography. From vintage and handmade clothes for sale on Etsy and eBay to high-end catalog shoots, it all needs to be photographed.
It all comes down to texture and accuracy. Once you master the techniques of side lighting and direct lighting to capture the texture of the fabric, you're well on your way to developing a killer portfolio. After delivering photos that exactly showcase the color of a piece of clothing, you may have captured a great client.
The labeling of textile products harmonizes the names of textile fibers and other terms used in labeling or other documents accompanying these products, in order to ensure adequate information for consumers and to promote the development of the market.
The labeling of textile products harmonizes the names of textile fibers and other terms used in labeling or other documents accompanying these products, in order to ensure adequate information for consumers and to promote the development of the market
What is a textile product?
A raw, semi-worked or made up product exclusively composed of textile fibers, or
a product containing at least 80% by weight of textile fibers, or
the textile parts of carpets, mattresses, camping goods, furniture, umbrellas, sunshades, warm linings of gloves and mittens provided they contain at least 80% textile fibers, or
textiles forming a part of other products where the textile parts are specified.
How should the product be labeled?
All items must carry a label indicating the fiber content either on the item or the packaging. This label does not have to be permanently attached to the garment and may be removable. If the product is supplied to a wholesaler, the indication may be contained within business documents (e.g. the invoice).
A textile product consisting of two or more fibers accounting for 85% of the finished product should be marked with the fiber followed by a percentage, e.g. Cotton 80% Polyester 15% Nylon 5%.
If a product consists of two or more components with different fiber contents, e.g. a jacket with a lining, the content of each must be shown.
Any decorative matter that makes up 7% or less of the product is excluded from the indication of fiber content.
The word ‘pure’ should only be used where the garment is made up of only one fiber.
The word ‘silk’ cannot be used to describe the texture of any other fiber; e.g. ‘silk acetate’ is not permitted.
Only certain names can be used for textile fibers.
What is labeling?
Textile products must be labeled or marked whenever they are put onto the market for production or commercial purposes. Where these products are not being offered for sale to the end consumer, or when they are being delivered in performance of an order placed by the State, labeling or marking may be replaced by accompanying commercial documents. The names, descriptions, and details of textile fiber content must be indicated in these commercial documents. They must also be indicated on products offered for sale to consumers.
With the exception of trademarks or the name of the undertaking, information other than that required by this Directive must be quite separate. Member States may require that their national language is used for the labeling and marking required by the Directive. A textile product composed of two or more components which have different compositions must bear a label stating the fiber content of each component. Where two or more textile products have the same composition and form a single unit, they need to bear only one label. The Directive contains specific requirements for the labeling of:
corsetry articles,
etch-printed textiles,
embroidered textiles,
yarns consisting of a core and cover made up of different fibers,
velvet and plush textiles,
floor coverings and carpets.
The Directive makes provision for derogations for the labeling of certain textile products.
Labeling to inform the consumer
Consumers need to be confident that a textile item is safe to use and meets required standards. There is legislation to protect consumer rights. Labeling on the product and its packaging will provide relevant information about:
Country of origin to say where the product was made
Fiber content, which will affect care instruction and product flammability and warn those allergic to certain fibers
Fire and safety warning, such as product flammability warnings on upholstery, furnishings, soft toys and children’s nightwear, and choking hazards for small children
Care and washing instructions
British and European standard symbols, such as the Kitemark and CE mark
Trademarks to guarantee the quality, and protect the manufacturer from copying by others and from cheaper limitations
Size
Product identification code
The environmental and ethical status
The manufacturer will use symbols on the label to inform the consumer and promote sales. The consumer, however, has the responsibility to use and care for the product as instructed on the labeling.
The British Standards Institute (BSI) tests products and the process by which they are made. If the product is of the required standards then the manufacturer can display the BSI Kitemark on the product labeling. Consumers trust that products bearing the Kitemark have passed a rigorous certification process and will not only be safe to use but will also be fit for the purpose for which they were designed.
The CE marking is a mandatory European marking for textile products, such as those for children. The symbol shows that the essential health and safety requirements set out in European Directives have been met.
Companies may add their name and logo to the label along with a certification trademark, such as the Woolmark. This type of trademark can be used under license, providing the product meets agreed quality standards.
Designing Safe Products
A designer must consider the needs of the target market and it is essential that a safe product is developed. The manufacturer and retailer will be required to abide by laws that are in place to protect the consumer. If the product is for a child, sharp or small parts that will come off when chewed or pulled, or long ribbons and cords, cannot be included as they might injure or choke the child. Children’s nightwear must be labeled: “Keep away from Children”. It is the designer’s responsibility to ensure that appropriate fabrics, components, and textile processes are used and that health and safety issues are taken into consideration.
New fabrics and fabric finishes might be selected by a designer to ensure that a product is safe and appealing to the consumer. Fabric that is hypoallergenic with UV protection may be chosen, such as that made from bamboo. Bamboo’s organic and natural fiber properties make it non-irritating to the skin for anyone with skin sensitivities or allergies.
Names that may be used for textile fibers
Wool, alpaca, llama, camel, cashmere, mohair, angora, vicuna, yak, guanaco, cashgora, beaver, otter, whether followed or not by the name ‘wool’ or ‘hair’.
Animal or horsehair with or without an indication of the kind of animal.
Name corresponding to the material from which fibers are composed, e.g. metal (metallic), asbestos, paper, followed or not by the word ‘yarn’ or ‘fiber’.
Products that do not have to bear a fiber content
Air supported structures, animal clothing, artificial flowers, book covers, buttons and buckles, cordage, rope & string, disposable articles, egg cosies, felt hats, felts, flags and banners, funeral articles, gaiters, labels and badges, make up cases, muffs, old made up textile products, oven gloves, packagings (not new and sold as such, e.g. used potato sacks), painted canvas, pin cushions, protective prerequisites of sport, purses, pouches, bags & saddlery, safety items, sails, shoe cleaning cases, sleeve protectors, sleeve supporting armbands, slide fasteners, spectacle, cigarette and cigar, lighter and comb cases, stuffed pan holders, table mats having several components and a surface area not exceeding 500 cm2, tapestries, tea and coffee cozies, textile parts of footwear (except warm linings), textile products for base and interlining fabrics and stiffening, tobacco pouches, toilet cases, toys, travel goods, watch straps.
GSM is the short form for grams per square meter. All fabrics including towels have a measurement in weight, and the standard measurement is measured in grams per square meters. This number refers to the density of the towel. High-quality Turkish cotton towels are generally heavier and are more absorbent.
Towels can vary anywhere between 300 GSM and 900 GSM. The lower the number, the lighter and thinner the towel. For instance:
300-400 GSM – In this weight category the towels are lighter and thinner. Depending on its use, a lower GSM for the towels are manufactured for gym towel or a kitchen towel. A lightweight, shared beach towel might be around 350 GSM. Medium weight is 400-600 GSM. This weight is great for beach towels, bath towels, guest towels and so forth. Each consecutive gram weight –400, 500, 600– gets a little heavier, and a little more absorbent.
600-900 GSM – This is a premium, luxury weight. The towel will be denser, heavier, more absorbent. It will probably take a little longer to dry.
A terry towel is a textile product which is made with pile loops on one or both sides covering the entire ground surface or forming pile strips, pile checks, or other pile patterns (with hemming end or with firm selvages). Turkish Toweling fabrics structures form a class of warp pile termed terry pile in which certain warp threads form loops or curls on the face of the cloth. We may use one weft and two series of warp threads placed on two warp beams are necessary for the production of this cloth.
Cashmere Towels are made of Superior Ring Spun Quality Yarn. They are soft and luxurious and will provide a sense of comfort to your valued guests. Cashmere Towels are the best choice you will make by balancing luxury and cost.
History of Terry Weaving
The invention of the towel is commonly associated with the city of Basra, Turkey in the 17th century. These Turkish towels began as a flat, woven piece of cotton or linen called a postal, often hand-embroidered. The name word terry came from French word tire which referred to pile loops which were initially pulled by hand Long enough to make it absorbent cloth and wrap around the body. These postal manufactured were originally fairly narrow, but now are wider and commonly measure 90 by 170 centimeters (35 in × 67 in). Pestamel were used in Turkish baths as they stayed light when wet and were very absorbent.
Fibre Raw materials used for terry towels
Cotton
Bamboo
Model
Lyocell
Flax
Synthetics microfibers (polyester, nylon)
Cashmere
Yarns used for towels
Both open end and ring spun yarns can be used depending on designing parameters of terry towels. Normally three yarn components are used in manufacturing terry towels. Normal twisted yarn with normal twist factor for ground yarn, low twisted yarn with lower twist factor for pile yarn and low twist or normal twisted yarn for weft yarns.
Single or double yarns are used for all or few yarn components again depending on how the product has been designed. To make towels more absorbent and soft, twist less cotton ring spun yarns are also used.
For producing twistless yarn, cotton ring spun yarn with very low twist factor is covered with a water-soluble PVA filament yarn on yarn covering machine or is twisted on TFO machine the direction of double yarn twist is opposite to that of the single spun yarn twist, and the amount of twist factor is adjusted to normal twist required in the spun yarn. By this process, the PVA filament wrapped around the cotton yarn and the yarn was sufficiently strong due to the cohesion has given by the filament which makes it weave able and during finishing operations, the PVA yarn is dissolved in water.
Classification of Terry Towels
The classification of towels can be made according to construction, dimensions, pile presence on fabric front and back surfaces, pile height formation, pile structure, finishing and weight per square meter.
Construction of Terry Towels
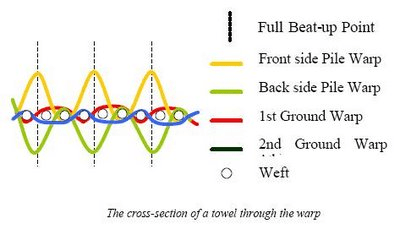
Terry towels are woven as 2, 3, 4, 5 or more pick terry weaves. The most common type is 3-pick terry toweling. The cross-section of a toweling through the Warps are divided into two systems as shown in Figure 3, pile warps and ground warps, whereas wefts consist of only one system. In basic Turkish Toweling, front side and back side pile warps and 1st and 2nd ground warp end form a 2/1 rib weave with each other.
The rib weaves which is formed by the pile warps is one pick ahead of the rib weave which is formed by ground warp ends. Warps are drafted throughout the fabric width 1:1 or 2:2 piles and ground warps. In 1:1 warp drafting order each ground warp end is followed by a pile warp end while in 2:2 warp drafting order each two ground warp ends are followed by two pile warp ends. In Figures 3a and 3b, the weave notation of 3 weft pile basic Turkish toweling is given in 1:1 and 2:2 warp orders.
As is seen from the weave diagrams in Figures a and b, the shedding of the ground warps is not synchronized with that of the pile warps. By this, the number of interlacing throughout the warp increases, and this strengthens the fabric. As it has been mentioned before terry towels can have pile loops on one or both faces. Different types of terry weave which have piled on one face and both faces.
Basic 3-pickup terry weave in 1:1 Warp Order
Basic 3-pickup terry weave in 2:2 Warp Order
G: Ground Warp FP: Front Face Pile Warp BP: Back Face Pile Warp Little block: Ground warp is over the weft Shaded: Front Face Pile Warp is raised over the weft X: Back Face Pile Warp is raised over the weft Empty space: Warp is lowered behind the weft
The picks used for toweling is between 15 and 25 picks/cm. And ends used are between 20 and 30 ends/cm. During the weaving of borders, the picks are increased 3 to 6 times the density in the pile areas Pile/ground ratio is described as the length of pile warp per unit length of fabric in the warp direction.
A practical way to find out this ratio is done by measuring a 10 cm length of toweling in the warp direction, then cut the pile warp from either end of the measured length and measure the total length of the removed pile end per 10 cm length of fabric. Pile warp length per 10 cm fabric is usually between 20-100 cm. This ratio has a direct effect on fabric weight and thickness. As the ratio increases, the weight and the thickness of the terry fabric increases.
The manufacturing process of Terry Towels
Spinning
This is the process where selected fibers are converted to yarns of desired counts needed for towels. Some integrated textile towelling mills produce their own yarns for towels. They purchase bales of cotton of a specific grade as per their working plan.
Mixing of fibers are formulated as per the required plan and are subjected to required atmospheric conditions before they are passed through the blow room line. Here strictly mill mixing plan is being followed. According to the mix plan selection of machines to process and their machine settings are made before mixing is allowed to pass through the blow room line.
Once planned results in the blow room process are accomplished then these fibers are passed directly through chute feeding to well-set carding machines and fibers are converted into slivers.
These carding slivers are tested for various technological parameters before they are passed to next process Drawing frames. These draw frames are set as per working plan and slivers are passed through for effective blending and parallelization of fibers. Draw frame slivers are tested for parameters and if passed they are further processed. Draw frame slivers may be semi-combed then again passed through draw frames before they are fed to roving frames (Speed frame).
Slivers are converted to rovings of specified hank as per spinning plan. Thereafter these roving bobbins are fed to ring frames well set with technological parameters as per spinning plan where they are converted to particular yarn counts to be used for terry towels.
These ring bobbins are fed to automatic winding machines where the yarn is converted to packages. These winding machines are also ser for different setting required as per spinning plan.
Whenever double yarns are needed for weaving terry towels the single yarns are processed on TFO machines to convert them to double yarns with defined twist factor and direction of the twist as required for towels.
Preparation of spinning plan is very critical and needs a lot of knowledge and understanding of spinning technology. Application of this spinning plan determines yarn parameters and yarn quality and hence needs close supervision from process control and quality control laboratory.
Comprehensive Weaving manufacturing plan is prepared as per terry towel set and construction.
Warping/Sizing/Drawing-in
Yarn packages are assembled on warping creel as per construction plan, required tensions are set on each yarn package and are processed on sectional or direct warping machines depending on single/double yarns are used.
All machine settings, machine speed is set as per instruction sheets of weaving plan. All warping sets made from single yarns are processed on sizing machines where a starch coating is applied on individual threads to make it weave able on weaving machines. Double yarns sets may or may not be passed through sizing machines. Single sized beams and double sized or unsized beams are taken to drawing in department and beams are drawn as per drawing in weaving plan to make them ready to load on weaving machines.
Loading of beams is high skill jobs which are to be carried out under the close supervision of weaving staff. Before machines are loaded on weaving machines, machines are to be well set, speeds adjusted as per an article by experienced, skilled and qualified weaving staff. Use of machine setting sheets as per weaving set plan is essential and important before the machine is set for production. Process control staff and weaving senior staff has to monitor the initial production of few towels and inspect on the machine and off the machine the various parameters of the towel and should exactly match as per weaving plan. Once passed the machine is allowed to go into production.
Mechanism of terry weave in terry fabric manufacturing, two sheets of warp threads run simultaneously, of which, one is kept under normal tension and other is kept under loose tension. The threads of normal tension warp sheet are for ground and threads of loose tension warp sheet are for the pile.
The sequence of operations during weaving for pile formation in 3-pick terry is given below:
Insertion of the first pick as per the design with loose beating
Allow a predetermined gap near the feel of cloth
Insertion of the second pick following the first pick with loose beating
Insertion of the third pick with heavy beating and bring all the three picks to the fell of the cloth.
Pile formation
Pile of the towel plays a major role for a towel for its water absorbency and other properties. Loop length is decided by the quality, weight, etc. as per requirements. Pile manufacturers use better quality yarn like combed, compact, hydro, zero twisted yarns.
Piles are made by different high-value fibers like superior qualities of cotton suvin, Giza, Pima, bamboo, modal etc. to get better absorbency and lint properties.
For ground yarn, comparatively coarser counts are used in OE and 2-ply option to give better strength and compactness in ground fabric.
Both piles and ground yarns are prepared in the same manner of warping, sizing, and drawing-in. Like other textile products shirting, suiting, sheeting fabrics, towel making has the same process sequences – desizing, bleaching, dyeing and finishing.
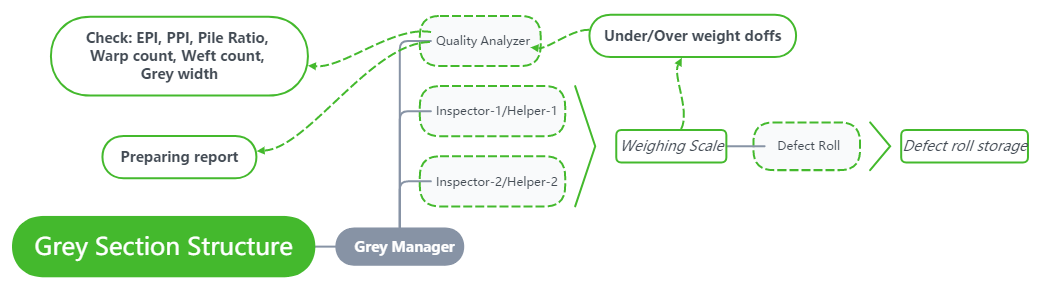
Grey inspection
Once towels are manufactured on the looms and their production is monitored through process control the towel roles are cut as per specification sheet and brought to inspection room.
From inspection room storage selected quality rolls passed for quality as per processing plan are dispatched to process house for bleaching and dying operations.
Bleaching
These selected rolls are transported by using recommended trolleys to bleaching section and are bleached in J-Box machine which is a continuous bleaching machine. The fabric is treated with bleaching recipes such as hydrogen peroxide, caustic defoamers and other ingredients.
Reaction time and machine speed have to be set as per process plan prepared after considering all activity factors. After the roll is bleached it is sent to washing machines and washed thoroughly so that no trace of chemicals remains on the fabric. Then these rolls are dried and sent to Dyehouse. All procedural requirements are followed so that the rolls can be identified at any stage during processing and in storage.
Dyeing
As per requirement order from dye house, bleached rolls are transported to dye house for dying operations for various colours as per dye house planning sheets. Dried uncut rolls are taken to Dying machines for dying with vat color using vat dye receipt. This has proven over time to provide colorfast toweling after extensive residential laundering.
It is sent to washing machines and washed thoroughly so that no trace of chemicals and lose dye particles remain on the fabric. Then these rolls are dried on an air-drying machine and sent to folding cutting/folding and packaging department. All procedural requirements are followed so that the rolls can be identified at any stage to avoid mix-ups during processing and in final storage.
Cutting, folding, and packaging
As per final inspection plan, rolls are transported with special care to finish folding department.
Instruction techniques to follow are for visual inspection
Step 1: is to open these rolls and are cut as per instruction sheets
Step 2: is to stitch / ham towels
Step3: Each towel stitched is inspected by a quality inspector attached to a respective table. He has to ensure defect free towel on both sides, the label for passing and sent to final inspection table. The rejected towels are to be kept separately for operational departmental inspection
Step 4: Final inspection by a senior inspector passed, labeled and sent for final packaging and dispatching. Rejected towels are kept separately.
Quality Control
Quality assurance department plays an important role to monitor, check, and control each manufacturing activities and operations from receiving all raw material to the final dispatch of products. This is controlled through close supervision and active participation of on-line process control and off-line quality control laboratory. Most common defects found in terry towels are…
Objectional odors, Holes (two or more broken ends), abrasion mark, Bow, Skew, crease, oil stains, dye stains, miss pick, double picks, sharp press mark, fiber contamination, dye/bleach shade variations.
All Towels manufacturing mills need to have a strong quality assurance department which is capable to coordinate with production line and assist them to provide vital quality productivity information continuously.
All incoming inputs bought for the manufacturing process are thoroughly examined for their quality parameters as laid down by production plan before they are used during manufacturing operations.
Caring for your Towels
Wash towels at between 40-60°C
Wash with similar colours or use a colour catcher
Tumble dry towels to keep them soft and fluffy
Use fabric conditioners sparingly and not in every wash as they decrease absorbency
Wash separately from garments with zips or trims to avoid snagging
Shake towels before washing –this opens up the fibres slightly to allow the detergent to sink inside.
Key points to focus during production planning
Customers support. Fully understanding customers requirements and their expectations.
Process control providing products utilizing proven designs and manufacturing process.
Top employees developing a highly trained workforce that is skilled, motivated, understandable, empowered and fully accountable.
Robust supply chain: establishing strong relationships with world-class suppliers
continuous improvement: continually improve the efficiency of the business processes and operational activities and operations, quality management systems.
Calculations for terry towels to find the weight of ground warp, pile warp and weft yarn
Assumptions
Number of Ground Warp Ends = 694
Ground Warp Count = 25 tex x 2
Warp Crimp = 8%
Weft Yarn count = 34 tex
Number of Pile Warp Ends = 576
Length of pile part = 102 cm
Pile Ratio (for pile height)= 52:10 (52 cm of pile warp for 10 cm of cloth)